
、高效率的自动化机床,使用数控车床能大大的提升加工效益,创造更多的价值,数控车床的出现使企业摆脱了那落后的加工技术,数控车床加工的工艺与普通车床的加工工艺类似,但由于数控车床是一次装夹,连续自动加工完成所有车削工序,因而应注意以下几个方面。
对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。
切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,刀具寿命会减少1/2。
进给条件与刀具后面磨损关系在极小的范围内产生。但进给量大,切削温度上升,后面磨损大。它比切削速度对刀具的影响小。切深对刀具的影响虽然没有切削速度和进给量大,但在微小切深切削时,被切削材料产生硬化层,同样会影响刀具的寿命。
用户要根据被加工的材料、硬度、切削状态、材料种类、进给量、切深等选择使用的切削速度。
最适合的加工条件的选定是在这一些因素的基础上选定的。有规则的、稳定的磨损达到寿命才是理想的条件。
然而,在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表面上的质量、切削噪声、加工热量等有关。在确定加工条件时,应该要依据真实的情况进行研究。对不锈钢和耐热合金等难加工材料来说,能够使用冷却剂或选用刚性好的刀刃。
如何正确选择这三个要素是金属切削原理课程的一个主要内容,小编摘录了部分要点,选择这三个要素的基本原则:
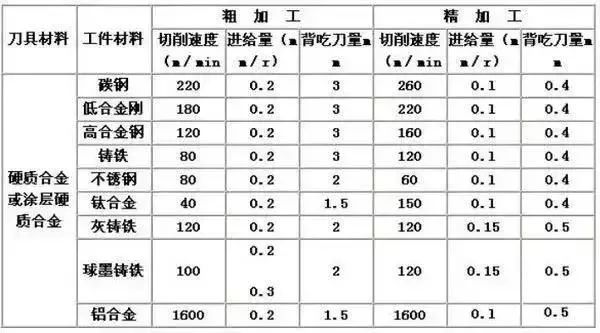
要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。V的选择:取决于刀具材料、工件材料、加工条件等。
硬质合金,V能取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:
加工什么材料时可选择多少大的线速度。高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分)。淬火钢、不锈钢,V应取低一些。
粗加工,V取低一些;精加工,V取高些。机床、工件、刀具的刚性系统差,V取低。如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线*工件直径)如果数控程序使用了恒线速,那么S可直接用切削线速度V(米/分)
F主要取决于工件加工表面粗糙度要求。精加工时,表面要求高,走刀量取小:0.06~0.12mm/主轴每转。粗加工时,可取大一些。主要决定于刀具强度,一般可取0.3以上,刀具主后角较大时刀具强度差,进刀量不能太大。另外还应考虑机床的功率,工件与刀具的刚性。数控程序使用二种单位的进刀量:mm/分、mm/主轴每转,上面用的单位都是mm/主轴每转,如使用mm/分,可用公式转换:每分钟进刀量=每转进刀量*主轴每分钟转数
精加工时,一般可取0.5(半径值)以下。粗加工时,根据工件、刀具、机床情况决定,一般小型车床(最大加工直径在400mm以下)车削正火状态下的45号钢,半径方向切刀深度一般不超过5mm。另外还需要注意,如果车床的主轴变速采用的是普通变频调速,那么当主轴每分钟转速很低时(低于100~200转/分),电机输出功率将显着降低,此时吃刀深度及进刀量只能取得很小。
1.粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。
目前,在数控车床还未达到普及使用的条件下,一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。
目前液压卡盘和液压夹紧油缸的连接是靠拉杆实现的,液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。举报投诉工艺工艺+关注
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
实验一、项目编号:二、实验课时:2三、主要内容及目的1.实验内容 了解
实验 /
类产品的生产,对用户来说,可以很快进行产品结构的调整和扩大产能,并能大大降低产业工人的劳动强度。新兴工业时代,智能
螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可,不应受到限制。但
技巧介绍 /
具有DCS-Control的TPS62147、TPS62148高精度3V至17V 2A 降压转换器数据表
具有40µA IQ的4.2V至80V、2A、汽车类同步SIMPLE SWITCHER® 电源转换器LMR38020-Q1数据表
【RA-Eco-RA2L1-48PIN-V1.0开发板试用】——使用RTC实现万年历年月日时分秒
【RA-Eco-RA2L1-48PIN-V1.0开发板试用】——使用串口输出打印printf实现
嵌入式学习-飞凌嵌入式ElfBoard ELF 1板卡-移植前准备之git管理内核源码
 QQ:317714174
QQ:317714174 邮箱:sdfksjc@163.com
邮箱:sdfksjc@163.com 传真:0632-5639005
传真:0632-5639005 地址:山东省枣庄市滕州市经济开发区
地址:山东省枣庄市滕州市经济开发区
扫一扫 微信咨询
©2022 杏彩体育官网登录入口网址-杏彩用户平台中心 版权所有 备案号:鲁ICP备17012026号-3 网站地图